Defects And Remedies In Sheet Metal

Different Types Of Welding Defects Types Of Welding Welding What Is Welding

Dissecting Defects Part I
Common Rolling Defects And How To Combat Them

Defects Their Remedies Applications Ppt Video Online Download

Tempering Steel Process In 2020 Color Chart Tempered Steel Chart

Defects Of Heat Treatment And Their Remedies Materials Today

Wrinkles splits and springback are the three most common defects encountered during sheet metal stamping.
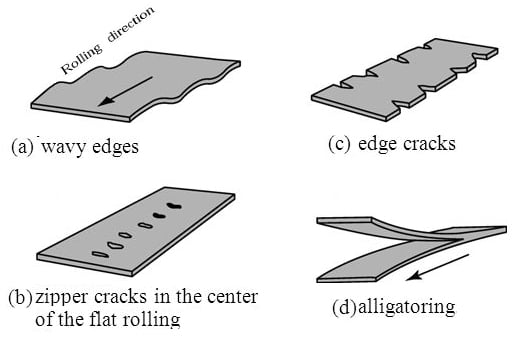
Defects and remedies in sheet metal. This can cause an uneven roll with various amounts of pressure throughout the piece. Of defects are discussed 232 during massive and during sheet metal processing. Prior to working with a metal rolling machine a piece of metal might have impurities such as. Sheet metal rolling defects have two different categories.
How to prevent metal rolling defects. Until recently defects have tended to draw little attention from academic researches into the mechanics material below processing a wide because are mostly devoted range to considering which occur ideal materials and processes which work successfully. Crown and wedge when sheet metal is rolled down to your ordered thickness the center width position of the master coil is slightly thicker and the coil edges are slightly thinner than the body of the coil. Clamping down on the alligatoring defect in sheet metal rolling when you are using a rolling mill you want smooth and perfectly shaped metal for one of many different applications.
Excessive thinning thickening of the sheet during forming. Usually these defects happened during previous work with the metal. Incorrect blank shape and or size. If the rolled metal moves out of place or the machine malfunctions you might end up with a split piece of metal through its width leading a dent or thinned out area.
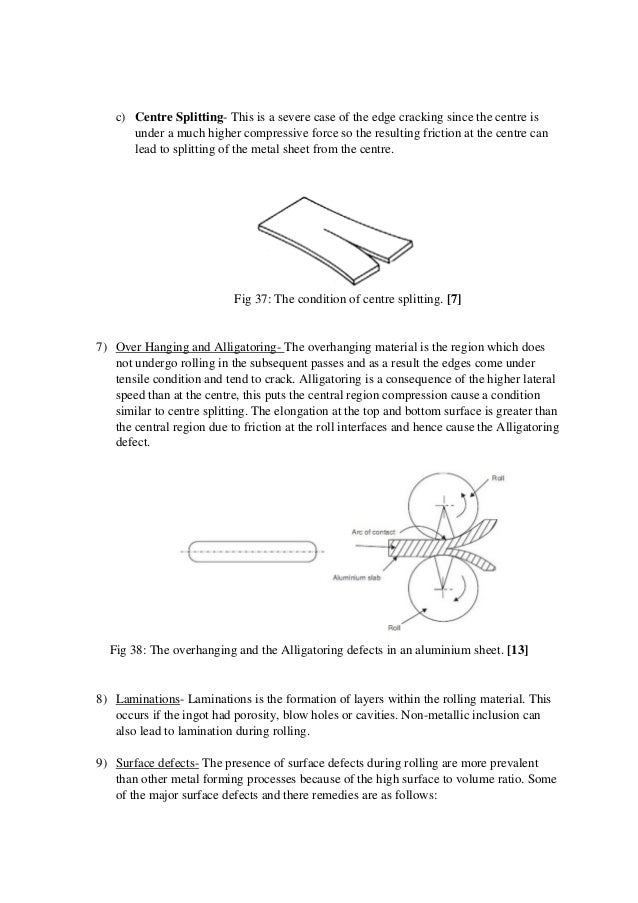
The main reasons for the cracking are over stretching or stress concentration. During the rolling process a piece of metal will experience a different amount of reduction in certain areas. The reason behind it is that welding positions are misaligned. Incomplete penetration occurs when the depth of the welded joint is insufficient.
This effect is called crown. These are the few welding defects causes and remedies. One is the improper handling another one is the elasticity of sheet metal forming materials. Penetration is defined as the distance from the base plate top surface to the maximum extent of the weld nugget.
One of the primary defects that occurs in deep drawing operations is the wrinkling of sheet metal material generally in the wall or flange of the part. Rolling defects causes remedies. These are critical manufacturing defects in the forming of ahss and uhss. There are two reasons behind this defect.
Internal structural rolling defects. Another common defect in sheet metal rolling involves the splitting of a workpiece. Springback or final part deviation from nominal incorrect process or number of forming tools. Below i mentioned the welding defects with remedies.
Remedies for defects elimination were mentioned for springback wrinkling splitting wear and shear fractures.

Metal Forming Defects

Dr Ai Lyn Tan Drailyntan Twitter Physical Activities Doctor Tan

11 Fabulous Anti Aging Supplements Stay Young Ideas Skin Care Health Organic Skin Care
Sheet Metal Rolling Defects Causes Remedies
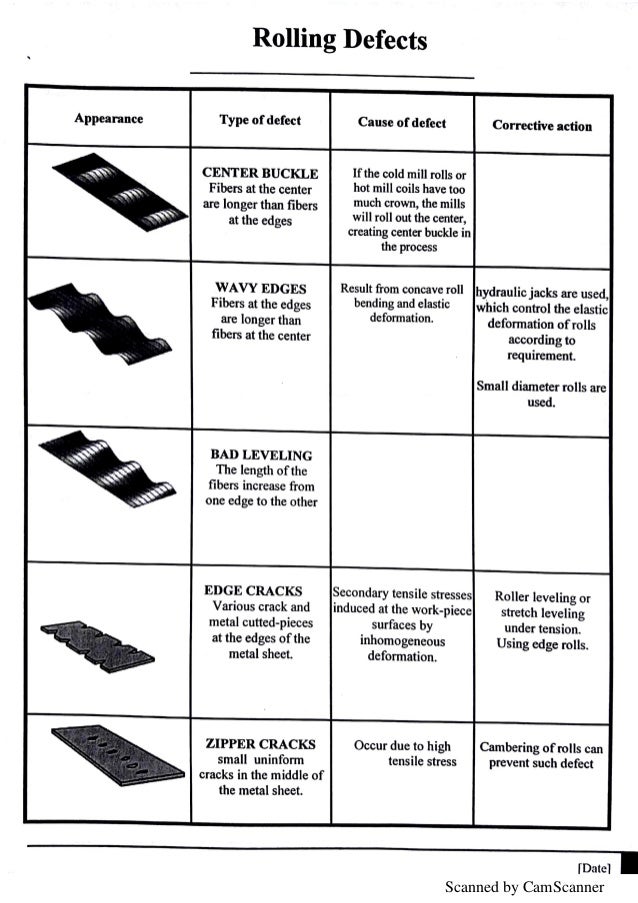
Rolling Defects

Annealing Steel Types In 2020 Type How To Relieve Stress Understanding

Garment Defects Causes And Remedies Fashion2apparel Yarn Twist Stitch Lines Fabric Combinations

Toxic Chemicals Desktop Banner Infographic Health Cosmetic Skin Care Health And Nutrition
Defects In Buildings Remedies

Defects Causes And Their Remedies In Casting Process A Review Semantic Scholar

Acyanotic Congenital Defects Pediatric Nursing Neonatal Nurse Nicu Nurse

Pin By Nithya Reddy On Vastu East Remedies South
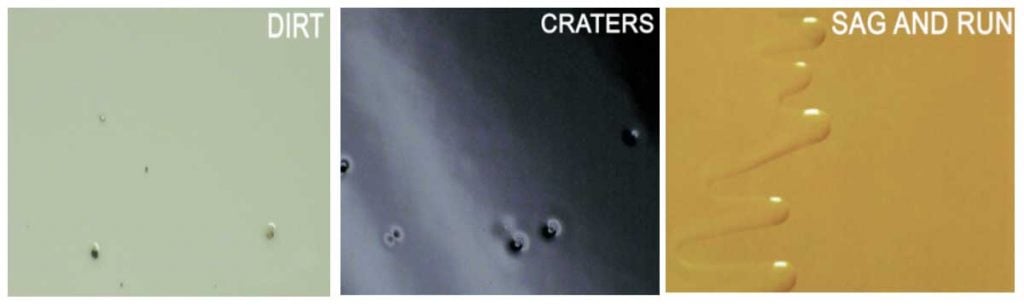
Overcoming Paint Defects Causes And Solutions

Missing Ends List Of Fabrics Fabric Woven
Rolling Metal Forming Apratim Khandelwal Docx
Pdf Deep Drawing Mechanism Parameters Defects And Recent Results State Of The Art

Content Chart How The Environment Impacts Our Health Noise Pollution Acute Bronchitis Water Pollution

Health And Wellness Health Health And Wellness Toxin Free Living
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrpmt92bgm3wf9w3jf U Qcyox R2 4viaxomzszo6nwyki1xbm Usqp Cau

The Various Types Of Renal Tubular Acidosis What Can Cause Them And How To Tell Them Apart Nursing School Notes Pediatric Nursing Nursing School Survival

Pin On Dental Crown Metals

Lead Roof Details Roof Detail Lead Roof Flat Roof

Physical Properties Of Metals Physical Properties Physics Physical And Chemical Properties

7c90b1aa716756127b84870d3fda56ba Jpg 575 946 Pixels Congenital Heart Defect Awareness Heart Disease Awareness Chd Awareness

Blood Pressure Measurement Blood Pressure Remedies Bloodpressuretips In 2020 Nursing School Notes Nursing School Survival Nursing School
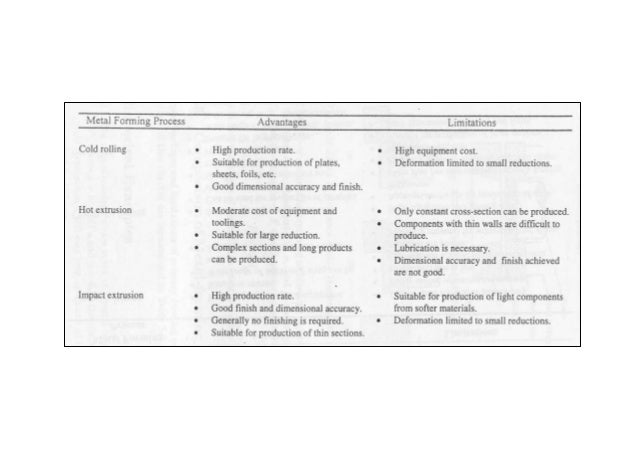
Metal Forming Processes

What Is Best For You Bamboo Vs Cotton Sheets The Sleep Judge Cotton Sheets Queen Sheets Egyptian Cotton Sheets

Sample Audio Heart Sounds This Is Terrific Nurse Practitioner School Heart Sounds Icu Nursing

The Most Common Welding Defects Causes And Remedies Technoweld

View More Teaching Images And Get Your Free Trial At Roshreview Com Congenital Heart Disease Atrial Septal Defect Vascular

Astigmatismmyopiahyperopia Jpg 640 312 Astigmatism Lasik Vision Problems

Pin On Avt 311 Project 3

Check Your Labels And Be Sure To Avoid These Ingredients Looking For Safer Alternatives Go To Susannahq Skin Care Beauty Skin Care Anti Aging Skin Products

Pin On My Job Hh

Robot Sculpture Howie Etsy In 2020 Robot Sculpture Assemblage Art Dolls Sculpture

1921 Ad Howard Paper Co Printing Sheets Urbana Ohio Original Advertising Ipr1 Papers Co Print Ads Paper Companies

Nursing Resources Study Sheets For Student And Nclex Questions Emergency Nursing Icu Nursing Nurse

Defective Granite Slab With Unusual Color Patch Imperfection Grade B Granite Slab Well To Me This Little Imperfec Granite Slab Corian Delicate Bracelet

Documentary Unacceptable Levels Today On Smarthealthtalk Also Momacrossamericamarch 4 00 Pm Pst Kca Norwex Melaleuca The Wellness Company Norwex Cleaning

7 X 10 Metal Sign 1861 Pony Express Vintage Look Reproduction Pony Express Poster Prints Expressions
Problems And Remedies In Wet Processing Of Cotton 100 P Shroff

Green Mechanic Casting Defects And Their Inspection Methods It Cast Mechanical Engineering Mechanic
