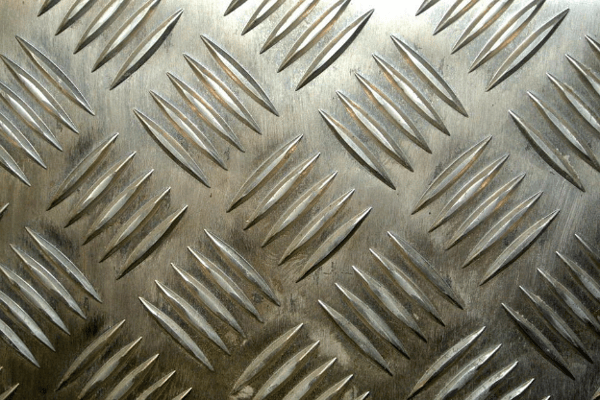
Defects In Sheet Metal Products

Dissecting Defects Part I

Defects Welding Table Welding Welding Projects

Identifying And Resolving The Most Common Defects In Sheet Metal Forming Stampingsimulation
Sheet Metal Rolling Defects Causes Remedies

Difference Between Welding Discontinuity And Defect 4 Welding Discontinuities That Impact Only Appearance W Sheet Metal Fabrication Welding Metal Fabrication

How To Avoid Roll Former Design Defects

The internal structural defects are.
Defects in sheet metal products. Fig 1 these defects are described below. Defects in the final product of mechanically worked metal may have originated from any one or a combination of the following the ingot used for mw may contain defects pores microcracks or inclusions which may remain as such or get aggravated during working operation. Another common defect in sheet metal rolling involves the splitting of a workpiece. The weight doesn t change.
The reason behind it is that welding positions are misaligned. P capital metal industries operates a sheet metal factory. The main reasons for the cracking are over stretching or stress concentration. Internal structural rolling defects.
This can cause an uneven roll with various amounts of pressure throughout the piece. It produces a large selection of unfinished sheet metal products including aluminum carbon steel stainless steel and galvanized metals. There are four main metallurgical processes for the manufacture of finished steel products where the steel products can pick up defects. The defects picked up during these processes are i casting defects ii rolling defects iii forging defects and iv welding defects.
Fracture during forming will take place at the weakest or thinnest point in the part being formed. Surface defects are provided from impurities and inclusion in the material surface roll marks dirt rust and other cause related to prior treatment and working of metal. There are two reasons behind this defect. During the rolling process a piece of metal will experience a different amount of reduction in certain areas of the piece.
Dynamic defects can be corrected by controlling process variables forming forces forming speeds and friction forces and incoming sheet coil properties. Excessive thinning thickening of the sheet during forming wrinkles splits and springback are the three most common defects encountered during sheet metal stamping. Zipper cracks in center of strip. Finishing services such as cutting bending forming and polishing are available p.
One is the improper handling another one is the elasticity of sheet metal forming materials. The occurrence of defects in sheet metal forming and their prevention is a complex subject. It isn t practical to handle this when it s flat so it is coiled as it s produced. This is most likely to be where the sheet has been bent under tension round an angle as extra thinning will occur there.
This means the length of your sheet metal can be over a mile long. Rolling defects wavy edges.

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

Metalcuttingdie If You Are Interested In Our Products Just Leave Your Email For Inquiry We Have Factory Price Metal Processing Metal Stamping Hole Punch

Pin On Products

The Internal And External Surfaces Of The Steel Tube Shall Be Free Of Cracks Folds Cracks Cracks Pleats Delami In 2020 Pipes For Sale Steel Stainless Steel Tubing

How To Minimize Weld Defects By The Improvement In Electrode Angles
Metal Forging In 2020 Forging Metal Conceptual Understanding

Rapid Tooling Manufactures Complex Shapes With Little Effort Without Stressing The Time Or Cost Http Goo Gl Pkbasx Injection Moulding Molding Injections

Silicon Wafer Manufacturing Product Defects During Manufacturing Manufacturing Wafer Silicone

21 Casting Defects And How To Prevent Them In Your Products

Pin On 254 Smo Tubes

Pin On Sheet Metal Shearing Machine

Material Type Metal I Cfc Products Are Hand Finished And Created With A Concentrated Effort Toward Envi Con Imagenes Muebles De Metal Mesas Con Marmol Como Hacer Estantes

Stainless Steel Coil

Universal Bender With Images Metal Bending Tools Metal Working Metal Working Projects

Galvanized Steel Coil Steel Coil Steel Coils Product Center Shanghai Fubi Metal Co Ltd Galvanized Sheet Metal Steel Galvanized Steel

Production Drawings Sheet Metal Fabrication Materials Engineering Design Management

Knick The Angular Edging Changes A Simple Sheet Of Metal Into An Exciting Shelf Metal Sheet Design Sheet Metal Fabrication Sheet Metal
Guide To Electroplating Defects And Issues Sharretts Plating Company
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcruj8fwwvr2651j0vqx L4mceiwst0luhzetxyurjya0lribajs Usqp Cau

Manual Mounting Mini Universal Bending Bender Forms Wire Flat Metal And Tubing Ebay Lure Making Bender Metal Working

Our Company Shanghai Xiaojin Industry Company In Shanghai China Owns The Most Modern Factory In Southeast China Is Focusing On Producing The Crc Cold Rolled Co

Silicon Wafer Manufacturing Types Of Wafer Defects Created During The Etching Stage In 2020 Silicone Manufacturing Ingot

Metal Welding And Bending Explore The Production Process Metal Working Projects Metal Working Metal

Monel 400 Flanges Manufacturer Stockist Supplier Ksc Stainless Steel Flanges Steel Manufacturing

Bag Boho Hippie Free People Style India Katch Tribal Etsy In 2020 Hippie Boho Free People Style Hippie

Ghim Tren Mwpbnp Iron And Steel Products

3glassappearance Quality Observation Box Application Inspection Of The Apearance Quality Of Hollow Glass Outside Size 11 Safety Glass Laminated Glass Glass

Tradexl Is The Most Prominent Manufacturer And Supplier Of Ms Flanges This Product Is Widely Used For Different Pro Steel Blinds Stainless Steel

Pin On Bracket

Pin On Sankesh Shirke

Pin On Icoloy 800 Pipes

Stainless Steel 304ln Round Bars With Images Stainless Steel Bar Stainless Steel Tubing Steel Bar

The Oxygen Concentrator Aero Is Designed Primarily For Mobile Use Aero Mobile Oxygen Helps People With Lun Medical Design Medical Device Design Devices Design

Products Properties High Melting Point 3410 High Boiling Point 5927 High Densi Welding Rods Electrodes Tig Welding

Cnc Manufacturing Metal Fabrication Cnc Prototype Precision Parts Rapid Prototype Rapid Prototyping New Product D Metal Fabrication Cnc Manufacturing Cnc Parts

Titanium Tube 50 Faster Than Standard Delivery Time

Pin On Icoloy 800 Tubes

Bending Processes And Methods Trumpf Machine Tools Machine Tools Bend Trumpf

Cnc Machining Parts Delivery Time Is Fast High Precision Equipment To Meet Your Large Quantities Cnc Processing Customization According To Customer Needs Str

Pin On Stainless Steel Tube

Sand Casting Process Defects Design Sand Casting Sand It Cast

Astm A269 Stainless Steel Seamless Tubing Are Designed Using Only Quality Tested Components And Tested Before Fina Stainless Steel Tubing Steel Stainless Steel

