Determination Of Springback In Sheet Metal Forming

Bending Basics The Hows And Whys Of Springback And Springforward

Sheet Metal 04 Bend Allowance Spring Back Youtube
Sheet Metal Forming
Spring Back Sheetmetal Me
Pdf Effect Of Punch Radius And Sheet Thickness On Spring Back In V Die Bending

Springback Calculator Beta Can Predicts The Amount Of Springback

Springback it is instructive to begin with the simplest case and the most restrictive assump tions.
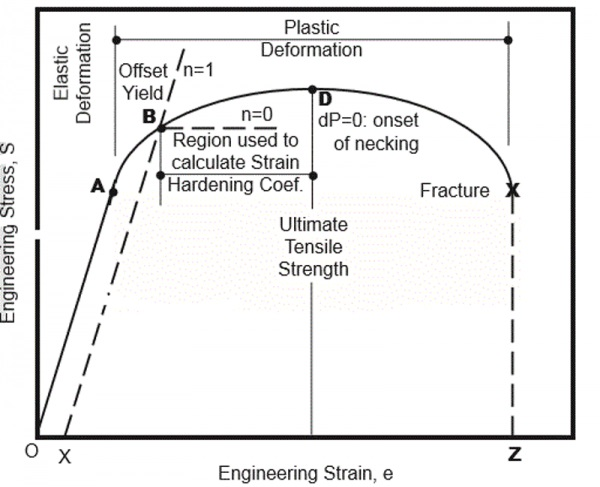
Determination of springback in sheet metal forming. Upon completion of sheet metal forming deep drawn and stretch drawn parts spring back and thereby affect the dimensional accuracy of a finished part. It can be can be understood by looking at a material s stress stain curve discussed in the module on tensile testing which characterizes the behavior of metal under applied force. Finite element simulation of sheet metal forming is a well established tool which is used in industrial practice to evaluate geometrical defects caused by elastic springback. The springback is variably sensitive to materials and process parameters.
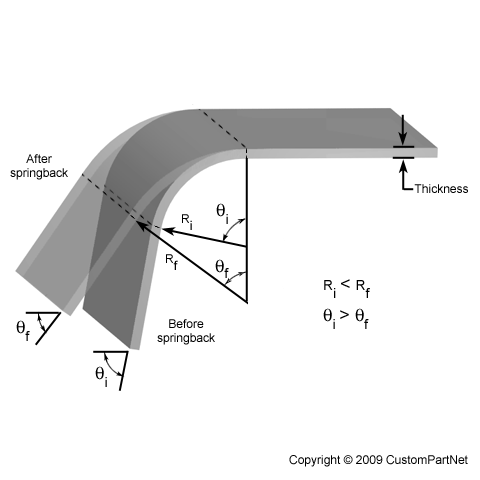
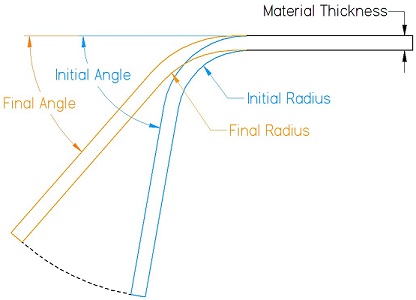
Springback springback is the geometric change made to a part at the end of the forming process when the part has been released from the forces of the forming tool. Springback can be defined as an elastically driven change of shape of the deformed part upon removal of external loads. Bending is one of the most frequent actions done to metal in press brake operation. Springback is known as the reaction when this metal is bent and causes complications when forming the metal into objects such as seams and flanges.
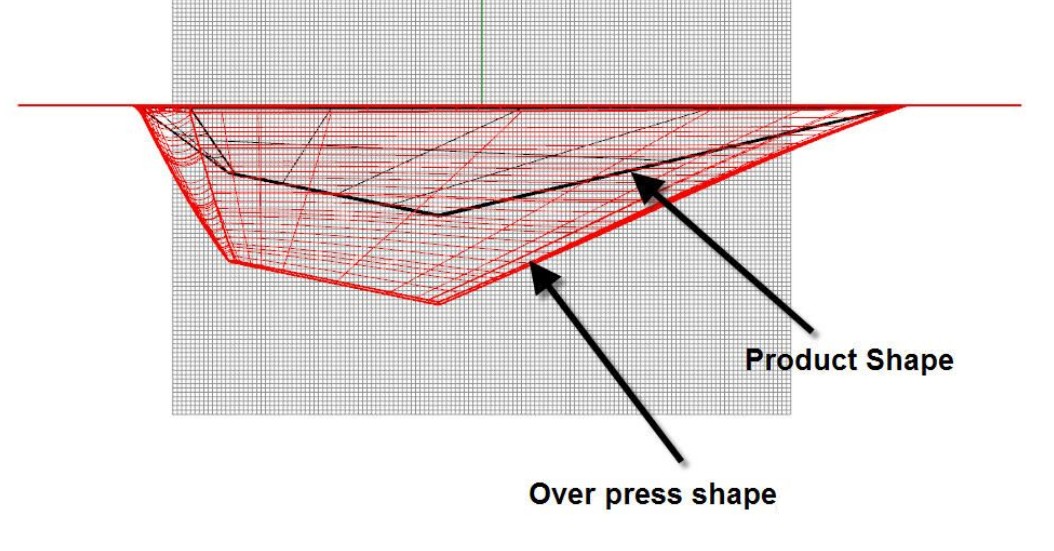
Springback is how the sheet metal tries to revert back into its straight form once it is bent. Incremental sheet forming isf has the potential to meet modern demands of rapid flexible and relatively low cost manufacturing of small batches of sheet metal products. Considering springback occurred in a formed part is significant for designing tools and dies. The formation of sheet metal requires elastic plastic bending and stretching of the metal which contributes to springback.
The springback consists of assumed elastic unbending on removal of the applied moment. Springback and inside radius calculator for sheet metal. This phenomenon results in a deviation of the real product geometry from that defined in the design. However the adoption of the isf process in industry is largely hampered by its limited geometric accuracy caused by multiple sources e g tool compliance addressed in.
During forming the material is strained beyond the yield strength in order to induce permanent deformation. When the proportional limits of a specific material are reached or exceeded the material remains bent figure one. Springback is inherent in sheet metal forming.
Mitigating The Springback Effect In Sheet Metal Forming

The Effects Of Die Angle And Holding Time On Springback For Al 1050 0 Download Scientific Diagram

Pdf Study On Effects Of Spring Back On Sheet Metal Bending Using Simulation Methods
Pdf Effect Of Die And Punch Radius On Springback Of Stainless Steel Sheet Metal In The Air V Die Bending Process

The Effect Of Sheet Metal Type For Spring Back Formation Download Scientific Diagram

Springback Analysis And Optimization In Sheet Metal Forming Semantic Scholar

Pdf Determination Of Material Properties And Prediction Of Springback In Air Bending Of Advance High Strength Steel Ahss And Commercially Pure Titanium Cp Sheet Materials

6 Spring Back In Bending Of Sheets And Plates

Pdf Determination Of Copper Sheet Metal In V Bending Dies J
Which Methods To Use For Sheet Metal Tension Testing

Pdf Springback Compensation Of Sheet Metal Bending Process Based On Doe Ann

Applied Mechanics Free Full Text Springback Prediction In Sheet Metal Forming Based On Finite Element Analysis And Artificial Neural Network Approach Html
Https Www Dynalook Com Conferences 9th European Ls Dyna Conference Springback Analysis And Optimization In Sheet Metal Forming
Pdf Springback Analysis Of Sheet Metals Regarding Material Hardening
Pdf The Experimental Investigation Of Springback In V Bending Using The Flexforming Process
Https Www Mdpi Com 2673 3161 1 2 7 Pdf

Pdf Effect Of Computational Parameters On Springback Prediction By Numerical Simulation
Pdf Factors Affecting On Springback In Sheet Metal Bending A Review
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau

Pdf Investigation Of Springback Behavior Of Dp Series Sheet Metal In Bending Process
Pdf Analytical Springback Model For Lightweight Hexagonal Close Packed Sheet Metal
Materials Free Full Text Improving Prediction Of Springback In Sheet Metal Forming Using Multilayer Perceptron Based Genetic Algorithm Html
Https Www Jstor Org Stable 44643909
Https Www Graphyonline Com Archives Archivedownload Php Pid Ijmse 121
Pdf Analytical Prediction Of Springback Based On Residual Differential Strain During Sheet Metal Bending

Pdf Effect Of Die And Punch Radius On Springback Of Stainless Steel Sheet Metal In The Air V Die Bending Process Semantic Scholar
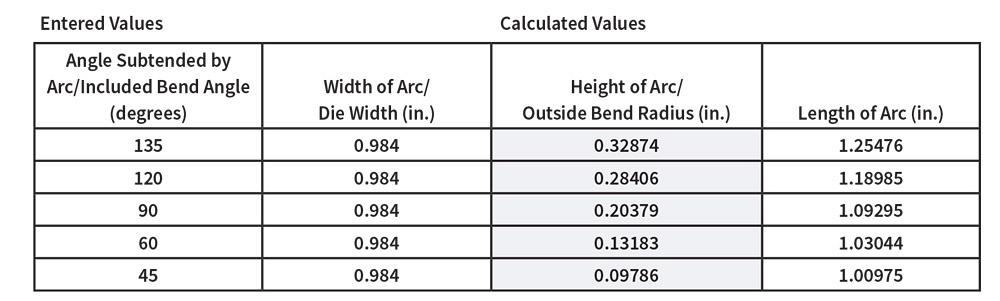
Predicting The Inside Radius When Bending With The Press Brake

Pdf Factors Affecting On Residual Stresses Springback In Sheet Metal Bending A Review Semantic Scholar

Pdf Algorithm Development And Application Of Spring Back Compensation For Sheet Metal Forming
Https Www Sciencedirect Com Science Article Pii S2212671612001965 Pdf Md5 790e40ffa3e89d8f12bf0d9f30f3912d Pid 1 S2 0 S2212671612001965 Main Pdf
Pdf Investigation Of Spring Back And Spring Go Of Aisi 400 S Sheet Metal In V Bending Dies Depending On Bending Angle And Punch Radius
Pdf Bending Force And Spring Back In V Die Bending Of Perforated Sheet Metal Components

Pdf Springback Analysis Of Sheet Metal Laminates After U Bending

Pdf Improvement Of Springback Prediction In Sheet Metal Forming Semantic Scholar
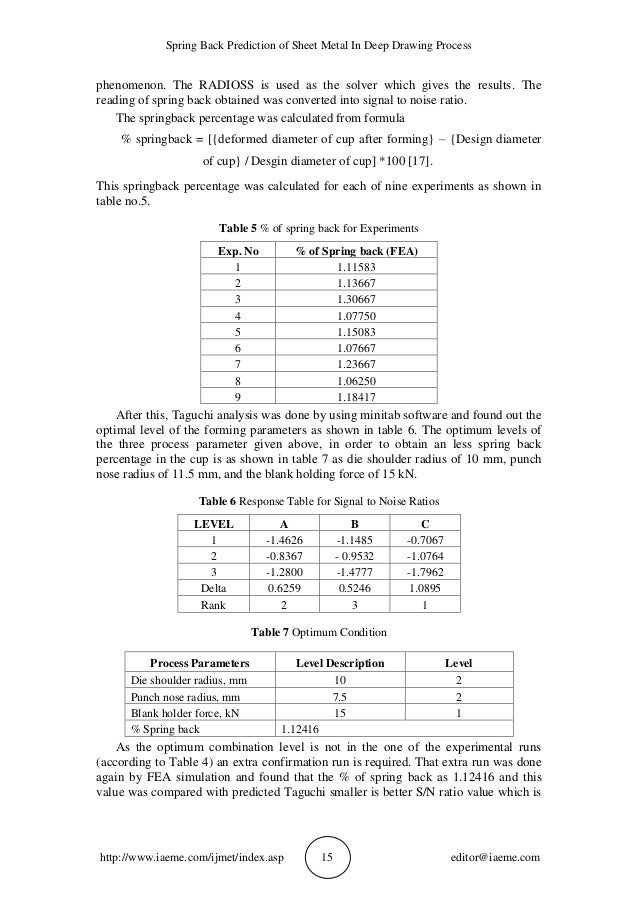
Spring Back Prediction Of Sheet Metal In Deep Drawing Process
Http Www Jatit Org Volumes Vol55no3 14vol55no3 Pdf

Pdf Compensation Of Springback In Large Sheet Metal Forming

Experimental Determination Of Spring Back And Thinning Effect Of Aluminum Sheet Metal During L Bending Operation Sciencedirect

Pdf Experimental Investigation Of Springback In Air Bending Process

Sensitive Factors In Springback Simulation For Sheet Metal Forming Sciencedirect

Studies On The Springback Mechanism Of Incremental Sheet Forming Based On Fem Simulation Scientific Net
Pdf An Iterative Compensation Algorithm For Springback Control In Plane Deformation And Its Application

