Curling Operation In Sheet Metal
Curling Sheetmetal Me
Curling Metalworking Wikipedia

Sheet Metal Operation

Sheet Metal Operations Curling Anuniverse 22 Youtube

Curling Curling Curling Is The Operation Of Forming The Edges Of A Component Into A Roll Or Curl By Bending The Sheet Metal In Order To Strengthen The Ppt Download
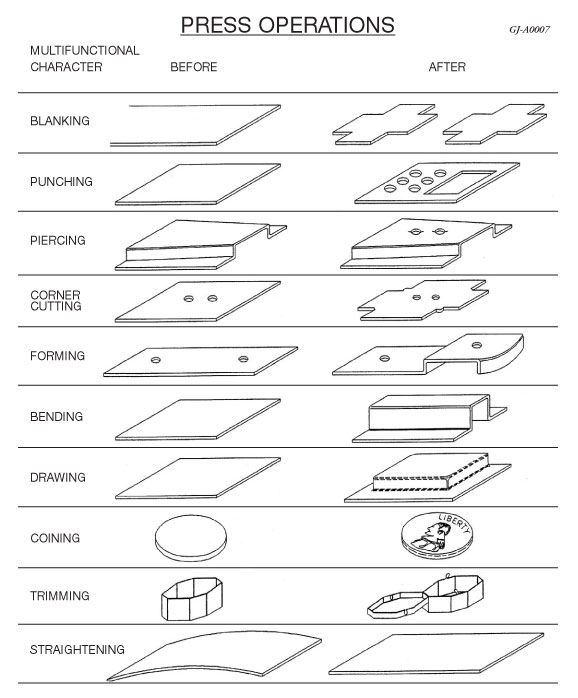
Press Operations The Heim Group

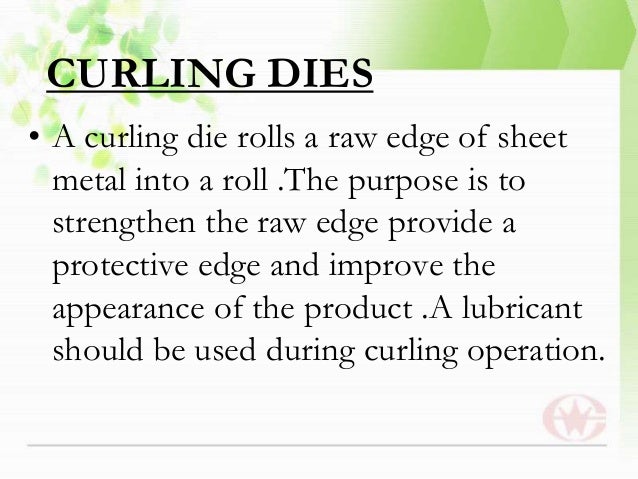
Sheet metal often contains sharp edges with burrs after it s initially produced.
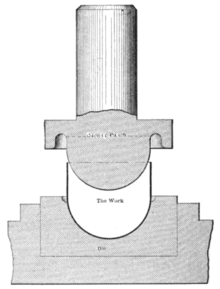
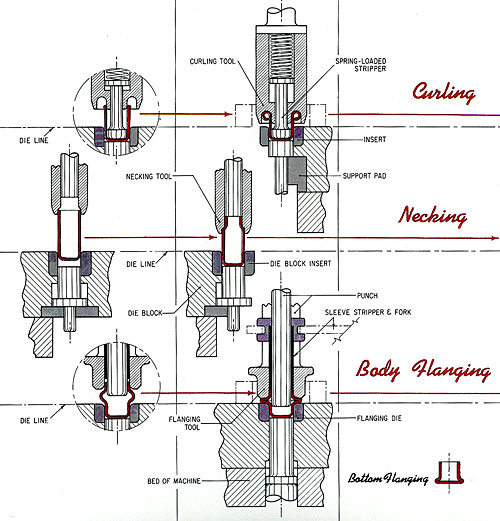
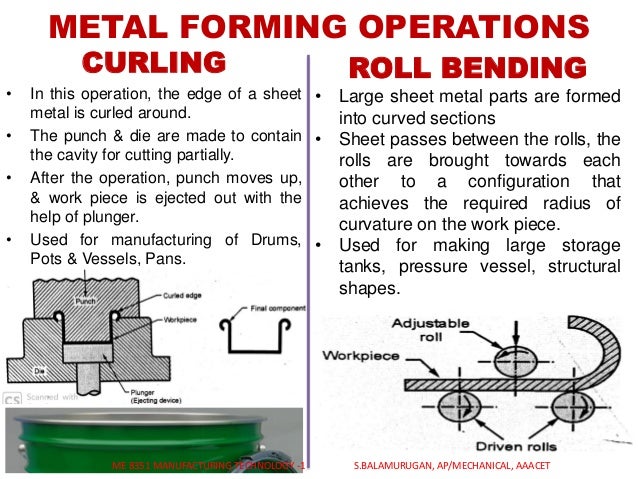
Curling operation in sheet metal. This is normally done to eliminate sharp edges. Sheet bending sheet bending is defined as the straining of the. These curls should generally have a diameter of about 10 to 20 times the thickness of the material being worked. Curling can be performed to eliminate sharp edges and increase the moment of inertianear the curled end.
Curling channel u bending air bending offset bending corrugating and tube forming. This operation is sometimes called false wiring. Drawing a process in which a shell of any shape is produced from flat sheet metal. Curling can be performed to eliminate sharp edges and increase the moment of inertia near the curled end.
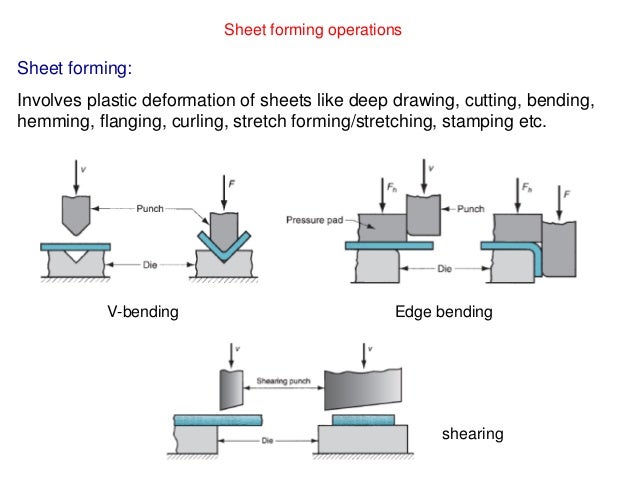
Curls are produced in order to shape the material into a hollow ring. Curling is a forming process that involves de burring sheet metal to produce smooth edges. Curlingis a sheet metal formingprocess used to form the edges into a hollow ring. Sheet metalworking cutting and forming thin sheets of metal usually performed as cold working sheet metal 0 4 1 64 to 6 mm 1 4in.
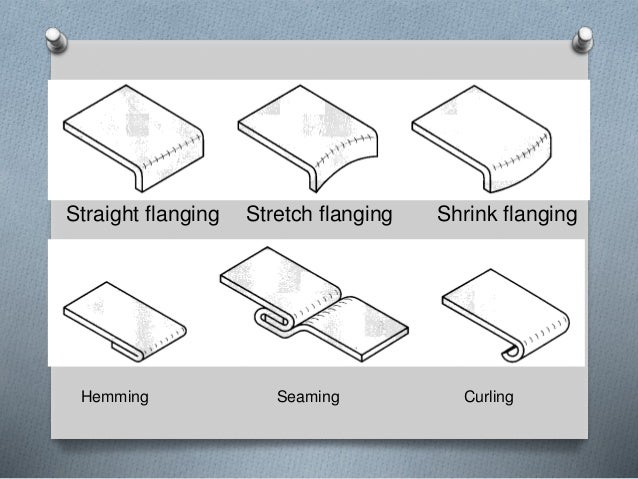
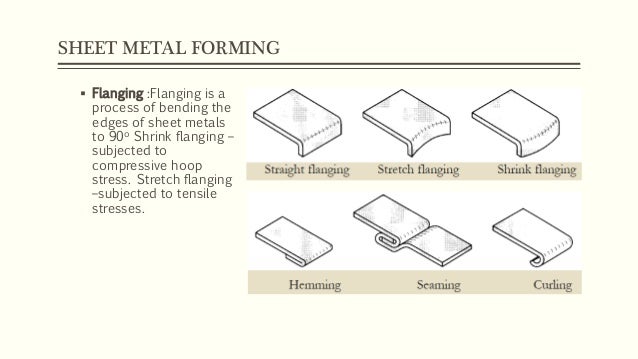
Curling is a sheet metal forming process used to form the edges into a hollow ring. Curling is a sheet metal forming process that s used to smooth out the otherwise sharp and rugged edges of sheet metal. Other parts are curled to perform their primary function such as door hinges. The curled edge provides strength to the edge and makes it safe for handling.
Other parts are curled to perform their primary function such as door hinges. Curling is different than a tear drop hem because in a curl the edge finishes inside itself where a hem leaves the initial edge exposed.

Tool Design

Design For Manufacturing Curling And Hemming Sheet Metal Wirebiters
Sheet Metal Forming And Operations

Curling Dies Riteway Brake Dies
Metal Stamping Process
Metal Curling Operation Youtube
Http Uotechnology Edu Iq Dep Production Branch1 Files Dr 20waleed Pdf

Sheet Metal Design Guidelines By Dfmpro

Sheet Metal Manufacturing The Definitive Guide Blog

Chapter 3 Forming Process Ppt Download

Fabrication Formulas Sheetmetal Me
Manufacturing Processes Ppt Download
Metal Forming Processes With Analysis

How Are Bending Flanging Coining Embossing Stretching Curling Hemming Ironing Necking And Drawing Related Th Metal Stamping Metal Forming Sheet Metal
Sheet Metal Working

Sheet Metal Stamping 101 Part V

Discuss All Sheet Metal Operations With Diagrams

54a9f7b10c7033897012e98be6e19432 Jpg 645 699 Metall
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrjhg9tvw2dgio3midc12avhikzxq45ydbgab7uxgnbft8wbge Usqp Cau

Rigid Metal Packaging Sciencedirect
Http Kaizenha Com Cdn Files Manufacturing 201 Lecture 2015 Pdf

Mt 284 Manufacturing Processes Ppt Video Online Download
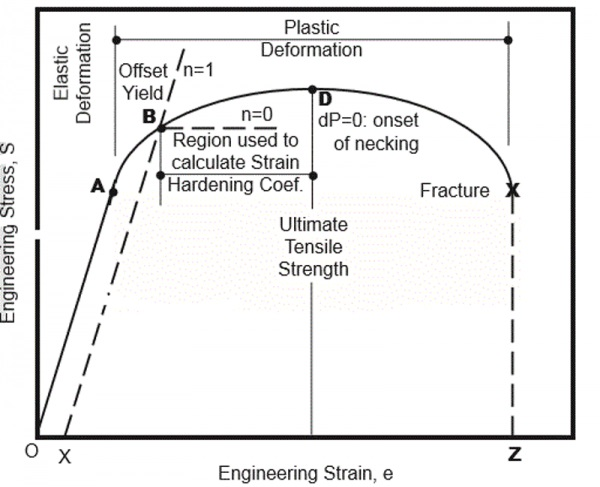
Which Methods To Use For Sheet Metal Tension Testing
Sheet Metal Wo Rking

Forming Hinges In The Punch Press Saves Time Increases Accuracy Youtube

Sheetmetal Work Cnc Punching Sheet Metal Engineers Sheet Metal Engineering
Sheet Metal Processes

Pdf Determination Of Copper Sheet Metal In V Bending Dies J
Http Portal Unimap Edu My Portal Page Portal30 Lecture 20notes Kejuruteraan Mekatronik Semester 202 20sidang 20akademik 2020172018 Ent 20244 20manufacturing 20engineering 20processes Chapter 203 20forming 20processes Pdf
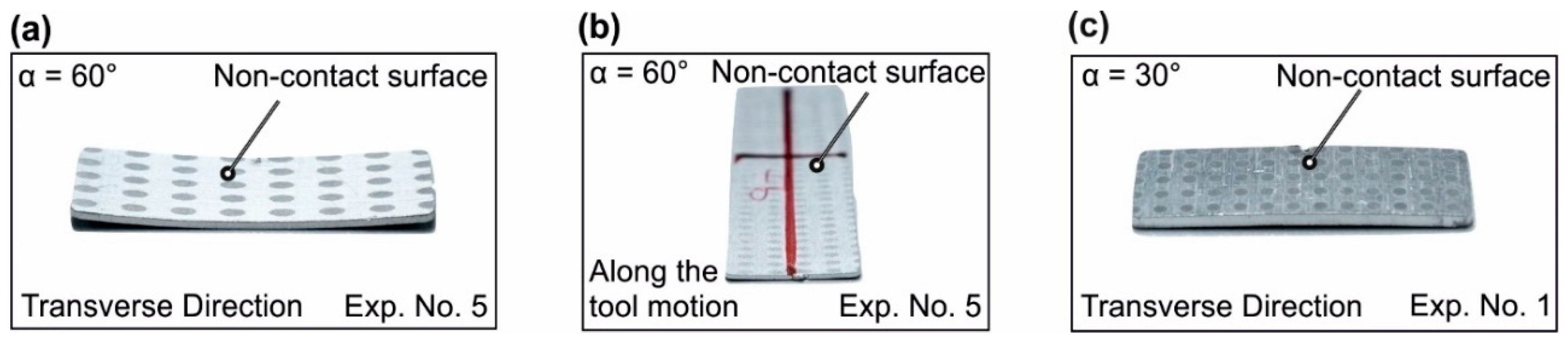
Jmmp Free Full Text Experimental And Numerical Investigation Of The Influence Of Process Parameters In Incremental Sheet Metal Forming On Residual Stresses Html

Pdf Three Roll Bending Formulas Aykut Menekse Academia Edu

The Sheet Metal Bending Department Evolves

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife Mate
Deep Drawing
Advanced Features In Sheet Metal Springerlink

Sheet Metal Interrogation Paperless Parts Knowledge Base

Perform Mechanical Operations On Sheet Metal Faster And Accurately Using Specially Designed Sheet Metal Forming Machines

Stud Welding An Overview Sciencedirect Topics

Notching Metals Metal Fabricating Process
Fpt Lesson 11 Metal Containers
Forming Advanced High Strength Steels Ppt Download
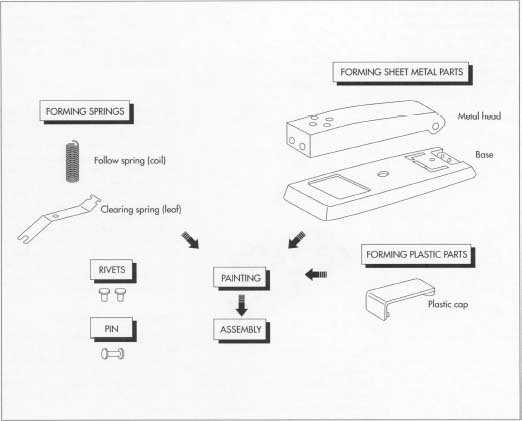
How Stapler Is Made Material Manufacture Making Used Parts Components Dimensions Product

